

Отводы стальные ГОСТ. Размеры и вес стальных отводов.
Отвод стальной предназначен для монтажа водо-, газопроводных труб в местах поворота, изгиба, изменения диаметра труб. Основное преимущество отвода — плавный переход. В народе существует еще одно название отводу — колено.
Колена изготавливаю различных радиусов и углов, по согласованию с заказчиком. Самыми востребованными являются отводы с углами поворота 45˚, 60˚, 90˚. Они бывают большого и маленького радиуса изгиба. С маленьким радиусом изгиба называют «крутоизогнутыми», обычно это колена бесшовные с небольшими наружными диаметрами. Отводы с немалым радиусом изгиба встречаются реже, а именно там, где не нужна компактность трубопроводов, чаще всего это колена больших диаметров (секторные).
Существует несколько способов изготовления отводов: штамповкой, гибкой, протяжкой, точением и сварным методом.
Сейчас мы ознакомимся с каждым методом по отдельности.
Метод штамповки представляет собой изготовление с помощью предварительного нагрева трубы до 1000 ˚С ~ 1100 ˚С, затем её помещают в двух ручьевой, овальный штамп, где труба, заранее отрезанная под углами, приобретает привычный вид колена. Для того, чтобы края отвода не согнулись под действием штампа, в них помещают металлические вкладыши.
Рис.1 Двух ручьевой, овальный штамп.
Затем отвод помещают в предварительный формовочный штамп, где из овального профиля сечения он становится привычным — круглым.
Рис.2 Предварительная формовка.
И остается последний этап производства – окончательная формовка, производится в калибровочных штампах.

Рис.3 Окончательная формовка.
Примечание: при изготовлении труб, диаметром свыше 100 мм, перед окончательной формовкой включают процесс вытяжки спинки отвода.

Рис.4 Вытяжка спинки отвода.
Отводы изготавливаются согласно технический условий: ТУ 39-905-83, ТУ 102-488-95 и стандартизируются ГОСТами: ГОСТ 22818 – 83, ГОСТ 22819 – 83, ГОСТ 22794 – 83, ГОСТ 22796 – 83.

Рис.5 Ручной трубогиб.
Второй метод изготовления отводов, о котором мы поговорим, будет метод гибки труб в холодном состоянии на трубогибочном станке. Перед тем как согнуть трубу ее помещают в станок, предварительно разметив её. После, устанавливают трубу по меткам и закрепляют её. Потом выбирают необходимый угол отвода. В конечном результате труба приобретает вид змейки, которую разрезают на отводы. Также хотелось бы отметить, что существуют ручные трубогибы, предназначенные для небольших диаметров труб и трубогибы с предварительным нагревом. К отводам изготовленным методом гибки предъявляются технические условия и стандартизируются согласно ГОСТ: ТУ 51-515-91, ГОСТ 24950-81, ГОСТ 22793-83.

Рис.6 Рогообразный сердечник.
Третий метод — это протяжка нагретой трубы по рогообразному сердечнику. Предварительно трубу отрезают на необходимую длину, нагревают и протягивают по сердечнику, с помощью, приложенной к ней силы. Для каждого диаметра труб существует свой рогообразный сердечник. После, происходит процесс калибровки. Это нужно для того, чтобы отвод приобрел вид привычного очертания и для придания товарного вида. Последний этап — это торцовка краев отвода на специальных станка. Стандарты для протяжных отводов: ГОСТ 17375 – 2001, ГОСТ 30753 – 2001. Технические условия: ТУ 26–18–38–90.

Рис.7 Отводы и штуцера изготовленные точением.
Точение предполагает изготовление отводов с помощью механической обработки стальных заготовок. Такой способ производства отличается своей ценой. При изготовлении таким способом большая часть стальной заготовки уходит в лом (стружку). Поэтому с экономической стороны это не выгодно. Стандарты для отводов изготовленных точением: ГОСТ 22820 – 83, ГОСТ 22821 – 83. Чаще такие отводы необходимы для нестандартных переходов и диаметров труб.

Рис.8 Секторный отвод.
Сварной метод предусматривает изготовление отводов из нескольких сборных частей (секторов). Для этого существуют таблица разметки труб на сектора. Из таблицы необходимо выбрать координаты всех точек сектора, после, все данные перенести на бумагу, в народе она называется «рыбкой». Рыбку обматывают вокруг трубы и размечают по ее контурам. Все размеченные части вырезаются. Затем собираются воедино и свариваются. Секторные отводы отличаются своей небольшой стоимостью и практичностью. Времени на изготовление таких отводов уходит не много. Существуют стандарты на изготовление секторных отводов: ОСТ 34 10.752 – 90, ОСТ 34 10.419 – 90, ОСТ 36-21-77, ОСТ 34 42.663 – 84.
Отводы стальные ГОСТ. Размеры и вес стальных отводов.
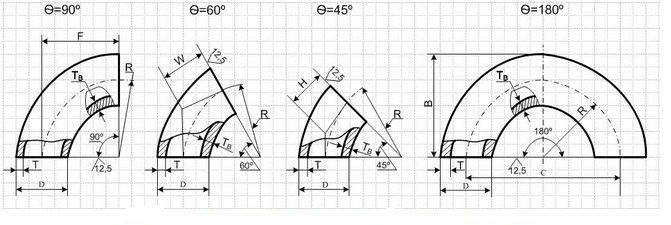
Рис.9 Основные обозначения крутоизогнутых отводов.
Таблица 1
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 1.
| DN | D | T | H | R=F | В | С | 180° | 90° | 45° | |
| Вес отвода, кг | ||||||||||
| 15 | 21,3 | 2,0 | 14 | 28 | 38 | 56 | 0,08 | 0,04 | 0,02 | |
| 3,2 | 0,12 | 0,06 | 0,03 | |||||||
| 4,0 | 0,14 | 0,07 | 0,04 | |||||||
| 20 | 26,9 | 2,0 | 14 | 29 | 43 | 58 | 0,11 | 0,06 | 0,03 | |
| 3,2 | 0,17 | 0,08 | 0,04 | |||||||
| 4,0 | 0,20 | 0,10 | 0,06 | |||||||
| 25 | 33,7 | 2,3 | 18 | 38 | 56 | 76 | 0,21 | 0,11 | 0,05 | |
| 3,2 | 0,32 | 0,16 | 0,08 | |||||||
| 4,5 | 0,38 | 0,19 | 0,09 | |||||||
| 32 | 42,4 | 2,6 | 23 | 48 | 69 | 96 | 0,39 | 0,19 | 0,10 | |
| 3,6 | 0,52 | 0,26 | 0,13 | |||||||
| 5,0 | 0,60 | 0,35 | 0,17 | |||||||
| 40 | 48,3 | 2,6 | 29 | 57 | 82 | 114 | 0,53 | 0,26 | 0,13 | |
| 3,6 | 0,72 | 0,36 | 0,18 | |||||||
| 5,0 | 0,95 | 0,47 | 0,24 | |||||||
| 50 | 60,3 | 2,9 | 35 | 76 | 106 | 152 | 0,99 | 0,50 | 0,25 | |
| 4,0 | 1,30 | 0,67 | 0,33 | |||||||
| 5,6 | 1,80 | 0,89 | 0,50 | |||||||
| 65 | 76,1 | 2,9 | 44 | 95 | 133 | 190 | 1,60 | 0,79 | 0,40 | |
| 5,0 | 2,90 | 1,50 | 0,72 | |||||||
| 7,1 | 3,60 | 1,80 | 0,90 | |||||||
| 80 | 88,9 | 3,2 | 51 | 114 | 159 | 228 | 2,40 | 1,20 | 0,60 | |
| 5,6 | 4,10 | 2,10 | 1,00 | |||||||
| 8,0 | 5,70 | 2,80 | 1,40 | |||||||
| 100 | 114,3 | 3,6 | 64 | 152 | 210 | 304 | 4,70 | 2,40 | 1,20 | |
| 6,3 | 8,00 | 4,00 | 2,00 | |||||||
| 8,8 | 11,00 | 5,40 | 2,80 | |||||||
| 125 | 139,7 | 4,0 | 79 | 190 | 260 | 380 | 8,00 | 4,00 | 2,00 | |
| 6,3 | 12,00 | 6,20 | 3,10 | |||||||
| 10,0 | 19,00 | 9,60 | 4,80 | |||||||
| 150 | 168,3 | 4,5 | 95 | 229 | 313 | 457 | 13,00 | 6,50 | 3,20 | |
| 7,1 | 20,00 | 10,00 | 5,10 | |||||||
| 11,0 | 31,00 | 15,00 | 7,70 | |||||||
| 200 | 219,1 | 6,3 | 127 | 305 | 414 | 610 | 32,00 | 16,00 | 8,00 | |
| 8,0 | 40,00 | 20,00 | 9,90 | |||||||
| 12,5 | 61,00 | 31,00 | 14,00 | |||||||
| 250 | 273,0 | 6,3 | 159 | 381 | 518 | 762 | 50,00 | 25,00 | 12,00 | |
| 10,0 | 78,00 | 39,00 | 19,00 | |||||||
| 300 | 323,9 | 7,1 | 190 | 457 | 619 | 914 | 80,00 | 40,00 | 20,00 | |
| 10,0 | 111,00 | 56,00 | 28,00 | |||||||
| 350 | 355,6 | 8,0 | 222 | 533 | 711 | 1066 | 114,00 | 57,00 | 24,00 | |
| 11,0 | 156,00 | 78,00 | 39,00 | |||||||
| 400 | 406,4 | 8,8 | 254 | 610 | 813 | 1220 | 165,00 | 82,00 | 41,00 | |
| 12,5 | 234,00 | 117,00 | 58,00 | |||||||
Таблица 2
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 2.
| DN | D | Т | Н | R = F | W | В | С | 180° |
| Вес отвода, кг | ||||||||
| 25 | 32 | 2 | 18 | 38 | 22 | 56 | 76 | 0,2 |
| 0,2 | ||||||||
| 2,5 | 0,4 | |||||||
| 3 | ||||||||
| 3,5 | ||||||||
| 32 | 38 | 2 | 23 | 48 | 28 | 69 | 96 | 0,4 |
| 2,5 | ||||||||
| 3 | ||||||||
| 3,5 | 0,6 | |||||||
| 4 | ||||||||
| 40 | 45 | 2,5 | 25 | 60 | 35 | 83 | 120 | 0,6 |
| 3 | ||||||||
| 3,5 | 0,8 | |||||||
| 4 | ||||||||
| 5 | 1 | |||||||
| 50 | 57 | 2,5 | 80 | 75 | 43 | 104 | 150 | 0,8 |
| 3 | 1 | |||||||
| 3,5 | 1,2 | |||||||
| 4 | 1,4 | |||||||
| 4,5 | ||||||||
| 5 | 1,6 | |||||||
| 5,5 | 1,8 | |||||||
| 6 | 2 | |||||||
| 65 | 76 | 3 | 41 | 100 | 57 | 138 | 200 | 1,6 |
| 3,5 | 2 | |||||||
| 4 | 2,2 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,8 | |||||||
| 5,5 | 3,2 | |||||||
| 6 | 3,4 | |||||||
| 7 | 4 | |||||||
| 8 | 4,4 | |||||||
| 80 | 89 | 3 | 50 | 120 | 69 | 165 | 240 | 2,4 |
| 3,5 | 2,8 | |||||||
| 4 | 3 | |||||||
| 4,5 | 3,4 | |||||||
| 5 | 3,8 | |||||||
| 5,5 | 4,2 | |||||||
| 6 | 4,6 | |||||||
| 7 | 5,4 | |||||||
| 8 | 6 | |||||||
| 100 | 102 | 3,5 | 62 | 150 | 87 | 201 | 300 | 4,2 |
| 4 | 4,8 | |||||||
| 4,5 | 5,2 | |||||||
| 5 | 5,8 | |||||||
| 6 | 6,8 | |||||||
| 7 | 7,8 | |||||||
| 8 | 9 | |||||||
| 9 | 10 | |||||||
| 10 | 10,1 | |||||||
| 108 | 3,5 | 204 | 4,4 | |||||
| 4 | 5 | |||||||
| 4,5 | 5,6 | |||||||
| 50 | 6,2 | |||||||
| 6 | 7,2 | |||||||
| 7 | 8,2 | |||||||
| 8 | 9,4 | |||||||
| 9 | 10,6 | |||||||
| 10 | 11,6 | |||||||
| 114 | 3,5 | 207 | 4,4 | |||||
| 4 | 5,2 | |||||||
| 4,5 | 5,8 | |||||||
| 5 | 6,6 | |||||||
| 6 | 7,6 | |||||||
| 7 | 8,8 | |||||||
| 8 | 10 | |||||||
| 9 | 10,4 | |||||||
| 10 | 12,2 | |||||||
| 125 | 133 | 3,5 | 79 | 190 | 110 | 257 | 380 | 6,6 |
| 4 | 7,6 | |||||||
| 4,5 | 8,6 | |||||||
| 5 | 9,6 | |||||||
| 6 | 10,4 | |||||||
| 7 | 13 | |||||||
| 8 | 14,8 | |||||||
| 9 | 16,4 | |||||||
| 10 | 18,2 | |||||||
| 11 | 20 | |||||||
| 12 | 22 | |||||||
| 4 | 10,8 | |||||||
| 150 | 159 | 4,5 | 93 | 225 | 130 | 305 | 450 | 12,2 |
| 5 | 13,4 | |||||||
| 6 | 16,2 | |||||||
| 7 | 18,8 | |||||||
| 8 | 22 | |||||||
| 9 | 24 | |||||||
| 10 | 26 | |||||||
| 11 | 28 | |||||||
| 12 | 32 | |||||||
| 13 | 34 | |||||||
| 14 | 36 | |||||||
| 4 | 11,2 | |||||||
| 168 | 4,5 | 12,4 | ||||||
| 5 | 14,2 | |||||||
| 6 | 17 | |||||||
| 7 | 17,6 | |||||||
| 8 | 22,4 | |||||||
| 9 | 25 | |||||||
| 10 | 28 | |||||||
| 11 | 30 | |||||||
| 12 | 32 | |||||||
| 13 | 35 | |||||||
| 14 | 38 | |||||||
| 5 | 26 | |||||||
| 200 | 219 | 6 | 124 | 300 | 173 | 410 | 600 | 30 |
| 7 | 34 | |||||||
| 8 | 40 | |||||||
| 9 | 44 | |||||||
| 10 | 50 | |||||||
| 11 | 54 | |||||||
| 12 | 58 | |||||||
| 13 | 64 | |||||||
| 14 | 68 | |||||||
| 15 | 74 | |||||||
| 16 | 78 | |||||||
| 17 | 84 | |||||||
| 18 | 88 | |||||||
| 6 | 46 | |||||||
| 250 | 273 | 7 | 155 | 375 | 217 | 512 | 750 | 54 |
| 8 | 62 | |||||||
| 9 | 70 | |||||||
| 10 | 78 | |||||||
| 11 | 86 | |||||||
| 12 | 92 | |||||||
| 13 | 100 | |||||||
| 14 | 108 | |||||||
| 15 | 116 | |||||||
| 16 | 122 | |||||||
| 17 | 132 | |||||||
| 18 | 140 | |||||||
| 20 | 156 | |||||||
| 22 | 170 | |||||||
| 7 | 78 | |||||||
| 300 | 325 | 8 | 186 | 450 | 260 | 613 | 900 | 90 |
| 9 | 100 | |||||||
| 10 | 112 | |||||||
| 11 | 122 | |||||||
| 12 | 132 | |||||||
| 13 | 144 | |||||||
| 14 | 154 | |||||||
| 15 | 164 | |||||||
| 16 | 174 | |||||||
| 17 | 184 | |||||||
| 18 | 192 | |||||||
| 20 | 214 | |||||||
| 22 | 236 | |||||||
| 24 | 260 | |||||||
| 26 | 282 | |||||||
| 28 | 300 | |||||||
| 9 | 136 | |||||||
| 350 | 377 | 10 | 217 | 525 | 303 | 714 | 1050 | 150 |
| 11 | 166 | |||||||
| 12 | 180 | |||||||
| 13 | 194 | |||||||
| 14 | 208 | |||||||
| 15 | 224 | |||||||
| 16 | 238 | |||||||
| 18 | 266 | |||||||
| 20 | 294 | |||||||
| 22 | 322 | |||||||
| 24 | 350 | |||||||
| 26 | 376 | |||||||
| 28 | 402 | |||||||
| 30 | 424 | |||||||
| 32 | 456 | |||||||
| 8 | 156 | |||||||
| 400 | 426 | 9 | 248 | 600 | 346 | 813 | 1200 | 174 |
| 10 | 196 | |||||||
| 11 | 214 | |||||||
| 12 | 234 | |||||||
| 13 | 252 | |||||||
| 14 | 270 | |||||||
| 15 | 290 | |||||||
| 16 | 308 | |||||||
| 17 | 328 | |||||||
| 18 | 356 | |||||||
| 20 | 384 | |||||||
| 22 | 429 | |||||||
| 24 | 460 | |||||||
| 26 | 498 | |||||||
| 28 | 536 | |||||||
| 30 | 572 | |||||||
| 32 | 612 | |||||||
| 34 | 648 | |||||||
| 9 | 276 | |||||||
| 500 | 530 | 10 | 310 | 750 | 433 | 1015 | 1500 | 306 |
| 11 | 336 | |||||||
| 12 | 376 | |||||||
| 13 | 396 | |||||||
| 14 | 424 | |||||||
| 15 | 454 | |||||||
| 16 | 484 | |||||||
| 17 | 512 | |||||||
| 18 | 540 | |||||||
| 20 | 596 | |||||||
| 22 | 654 | |||||||
| 24 | 712 | |||||||
| 26 | 770 | |||||||
| 28 | 826 | |||||||
| 30 | 880 | |||||||
| 32 | 934 | |||||||
| 34 | 988 | |||||||
| 36 | 1040 |
DN — условный проход;
D – наружный диаметр по торцам отвода;
T — толщина стенки отвода по торцам наружного диаметра;
Tв – толщина стенки отводов в не торцевых сечениях;
С — размер между центрами торцов отводов с углом 180°;
В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°;
F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°;
Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°;
R — радиус кривизны осевой линии (радиус изгиба) отводов;
W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
8 комментариев
Перейти полю для комментария ↓
Яна
02.03.2018 в 09:17 (UTC 3) Ссылка на этот комментарий
Доброе время суток! Подскажите пожалуйста что значит длина отвода, по какой образующей и как ее рассчитывать. Инженер по метрологии. ФБУ «Челябинский ЦСМ»
admin
02.03.2018 в 15:51 (UTC 3) Ссылка на этот комментарий
Здравствуйте! В моем понимании длина отвода на рис. 9 обозначена буквой F, в соответствии с ГОСТом эта длина должна равняться радиусу отвода, опять повторюсь, это если изготавливать по ГОСТу.
Эрвин
06.07.2018 в 14:10 (UTC 3) Ссылка на этот комментарий
Добрый день. Подскажите чем отличается исполнение 1 от исполнения 2. На рис. не показано где какое исполнение и в чем отличая?
admin
07.07.2018 в 08:14 (UTC 3) Ссылка на этот комментарий
Здравствуйте. Исполнение 1 отличается от 2 исполнения внутренними размерами труб и толщиной стенки, соответственно из-за этого различаются размеры С, В, F, Н на чертеже.
Prime
20.09.2019 в 09:44 (UTC 3) Ссылка на этот комментарий
Здравствуйте! Подскажите, подойдёт ли отвод Ду400 со стенкой 17мм под приварку к трубе такого же диаметра но с толщиной стенки 8 мм? Р.S. Попался проект тепловой сети, стало интересно
Евгений
29.06.2020 в 13:09 (UTC 3) Ссылка на этот комментарий
Конечно подойдет, правда после определенной доработки внутренних и наружных фасок кромки отвода ( таким образом чтобы притупления отвода и трубы совпадали) , однако не в последней очереди имеет место одобрение представителей технадзора и заказчика. Проблема может быть в смещении превышающем допустимое значение ( в свою очередь которое также механически можно сточить, НО), не помню каким именно регламентом или нормативным документом, НО в том что в одних в принципе запрещается повреждать тело как самой трубы так и фасонных деталей. А поскольку речь о теплосетях где категория вероятно 3 или 5 возможно найти компромисс сточив до допустимых значений
Владимир
22.03.2021 в 20:02 (UTC 3) Ссылка на этот комментарий
Добрый день! Я начинающий в чертежах по трубам. Кто нибудь, подскажите,пожалуйста, что на чертеже отвода означает 12,5 ? Как вообще на изометрическом чертеже определить длину самой трубы, если указана длина участка отвод+труба+отвод ? Пожалуйста, отзовитесь! Мой email vovakazah03021970@gmail.com
Александр
12.08.2021 в 06:53 (UTC 3) Ссылка на этот комментарий
Ребята здравствуйте.Подскажите пожалуйста, что за труба 245*10 и есть ли под отводы? Спасибо.